T-11L 卧式内圆磨床(卡盘夹紧方式)

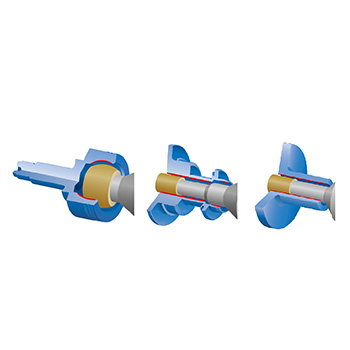
具备高精度、高刚性, 生产效率卓越, 本机是一种在家电和汽车零部件行业中有很高市场占有率的高性能内圆磨床。
拥有五种尺寸规格产品, 适合多目的加工用途。
- T-11L19
- 是采用手动方式装载工件的自动内圆磨床。是五种尺寸规格产品中的标准型。
- T-11L57
- 装备大型上料器, 适合进行中大型零部件加工的自动内圆磨床。
- T-11L59
- 装备小型上料器, 适合进行中小型零部件加工的自动内圆磨床。
主要规格 |
自动 | 全自动 | ||
|---|---|---|---|---|
| T-11L19 (-2S) |
T-11L59 (-2S) |
T-11L57 (-2S) |
||
| 可加工工件的最大外径 | φmm | 12~200 | 12~140 | 12~200 |
| 可装卡工件的宽度 | mm | 150 | 60 | 100 |
| 可加工工件的最大内径 | φmm | 6~100 | ||
-
T-11L19 加工实例
连杆内面磨削

φ22×W20 mm
圆度 1.1 μm 垂直度 4.0 μm 表面粗糙度 0.7 μmRz 加工节拍 36 sec 燃料泵油嘴内面磨削
φ28×W31.6 mm
圆度 1.25 μm 圆柱度 0.5 μm 加工节拍 24.8 sec 同步器锥体结合套内、端面磨削
内面:φ85×W8.5 mm
端面:φ95 mm圆度 3.87 μm 垂直度 0.7 μm 表面粗糙度 内面 2.94 μmRz 表面粗糙度 端面 1.48 μmRz 加工节拍 63.5 sec 阀套内面磨削
φ22.5×W31 mm
圆度 2.3 μm 圆柱度 1.0 μm 表面粗糙度 1.88 μmRz 加工节拍 39 sec -
T-11L59 加工实例
等速万向节外套内球面加工

φ70×全长157 mm
圆度 1.24 μm 球芯位置 4.0 μm 表面粗糙度 0.47 μmRa 加工节拍 26.5 sec 环形齿轮内、端面磨削
内面:φ86×W13 mm
端面:φ94 mm圆度 2.2 μm 垂直度 10 μm 表面粗糙度 内面 2.9 μmRz 表面粗糙度 端面 3.2 μmRz 加工节拍 91.5 sec 缸体内面磨削(压缩机零部件)
φ45×W30 mm
圆度 1.36 μm 圆柱度 1.0 μm 表面粗糙度 0.41 μmRa 加工节拍 21.8 sec 上轴内面磨削(压缩机零部件)
φ14×W33 mm
圆度 0.99 μm 圆柱度 1.0 μm 表面粗糙度 0.27 μmRa 加工节拍 25.8 sec